








Frequently Asked Questions - FAQs
For Australian orders, our website will accept Credit/Debit Cards, Direct Deposit and PayPal. (Please note that cheques are no longer accepted.)
For International orders, our website will accept Credit/Debit Cards and PayPal.
Please note that the PayPal portal also accepts credit card even if you do not have to have a PayPal account.
All CBE moulds are shipped with a preservative applied to them which must be thoroughly washed off before you begin to cast. You can use Acetone, Brake Parts Cleaner, Metho or other solvents. If you are happy with water around a mould, you can give it a wash in warm soapy water and rinse it off in clean water. Just make sure the mould is 100% dry before you go anywhere near molten lead.
A very small amount of high temperature lube should be applied to underneath the sprue plate around the pin. Use just enough to lube the sprue plate, but not that much that the lube can migrate into the cavity, lube in the cavity will generally cause you grief. A very small amount of lube can be applied to the alignment pins as well, again, the bare minimum is plenty. Moly based lubes are good for these purposes.
Once you have washed the preservative off, the mould needs to be heated up before use. Personally I sit it on top of, but not in, my melting pot, by the time the bullet metal has melted and I’ve had my cup of tea and biscuits, the mould is normally warm enough to try casting. Some casters will put the mould blocks on a kitchen hotplate and heat it up, to about 300 C.
Let the mould cool to room temperature and repeat 3-4 times, this is called cycling the mould. It also sets the alignment pins in place. I’m generally too impatient to do that, so I just pre-heat the mould as above and go and cast a few. You will always get some wrinkled and incompletely filled bullets this way, but after 30-50 bullets cast, they should be looking a lot better. You will notice the mould will go from being bright and shiny to having a certain patina to it. This is oxidation and is absolutely normal and beneficial for a brass mould.
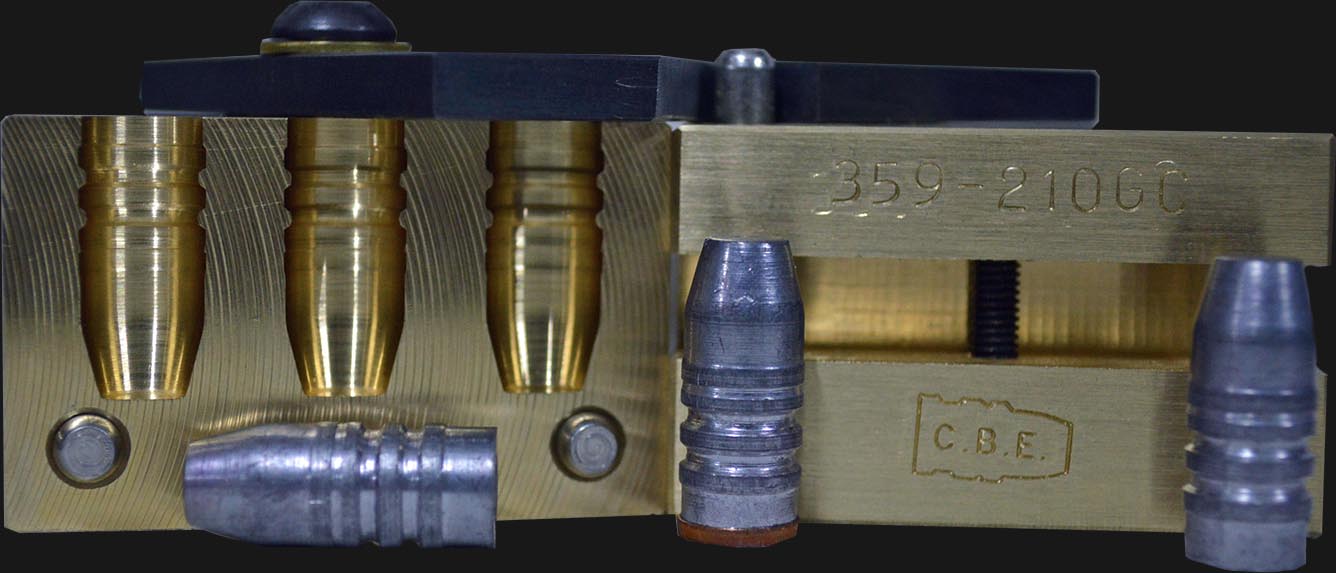
A few reasons, firstly, it machines beautifully, meaning that the mould you get will have nice clean sharp cavities. All CBE moulds are also hand finished to make sure that you get a good mould that works well. Brass doesn’t rust like iron moulds, so corrosion or pitted moulds are not a problem. Brass also has good heat characteristics, they hold their heat well, and generally don’t get too hot. Just be careful, as brass moulds that are subject to being overheated can warp, and are not covered by our warranty.
CBE sprue plates are laser cut from steel, the screws are also made from steel, and these should be wiped over with a very lightly oiled rag, after casting when the mould has cooled, no need to oil the cavities though, just means to have to wash the oil out before you cast again. Alignment pins are made from hardened and ground steel.
Our moulds are numbered similar to other mould manufacturers, that is in a XXX-XXX-XX format.
The first three digits indicate the as cast diameter in inches. The vast majority of our bullet diameters are based on wheel weight metal *.
The second three digits is the nominal weight (in grains), again from wheel weight metal *.
At the end of the number sequence, there will be a series of letters :-
BB = Bevel Base
BN = Button Nose
BP = Blackpowder
CN = Conical Nose
DE = Double Ended
FN = Flat Nose
GC = Gas Check
H = Heeled Design
HB = Hollow Base
HP = Hollow Point
NP = Nose Pour
PB = Plain Base
PDX-S = Paradox type - Solid style
PP = Paper Patch
R = Reduced Heel - exclusive to some 310 Cadet designs
RB = Round Ball
RN = Round Nose
SN = Snider
SW = Semi-Wadcutter
T = Tapered
TL = Tumble Lube
WC = Wadcutter
* Wheel Weight Metal - Please refer to the Lyman Cast Bullet Manual #4, page 23 for the composition of various bullet casting alloys.
Wrinkled bullets are caused by a few different things, the most common being that the mould may be too cool at the moment, try raising the metal temp, or casting a bit quicker, at least until the mould has heated up properly. Moisture or oil in the mould cavity can cause a wrinkled bullet as well, let the mould cool down and wash it again, let it dry and re-try it. Sometimes the vent lines may be clogged up, not allowing air to escape, trapped air can cause a wrinkled bullet. Inspect the mould and give it a light scrub with a soft brush if needed, don’t use a steel brush though.
Incompletely filled out bullets can also be caused by a cool mould, small calibre bullets in large blocks are often to blame as well, the bullet just does not have the volume of lead to keep a mould at operating temperature, try raising the temperature or casting faster. This is part of the reason why our moulds 25 cal and under are only available in single and double cavity, triple cavity moulds are just too big to get good well filled out bullets repeatedly. The addition of tin in the bullet metal has the effect of reducing bullet shrinkage, and helping to fill out the cavities completely.
Don’t be afraid to “smoke” the mould cavities either, a bit of soot from a candle has always worked for me, just don’t turn the cavity black, a discolouration is all that is needed. Apparently, a thin layer of carbon from the soot creates a barrier on the cavity, helping to fill out the mould. This might need to be done for the first 2-3 times you use the mould, but shouldn’t need to be performed very time you use the mould.
Frosted bullets are a sure indicator that the metal may now be too hot, or your mould is getting overheated as well. Reduce the temperature a little, and slow down the casting cycle. I use three moulds most of the time when I cast, rotating between them, this seems to work for me, I don’t often get frosty bullets, because I cast “cool” as well, normally around 650-700 F. Most books tell you the temperature should be between 700 and 800 F. Don’t be put off by frosted bullets, they normally shoot just as well as nice shiny ones. Just keep an eye out for sunken spots on the frosty bullets, quite often you can feel a sunken spot somewhere on a frosted bullet, this is not conducive to good accuracy, and these bullets should be re-melted.
Bullet metal varies in hardness, and with that comes variations in diameter and weight. Generally, a soft bullet will be smaller and heavier in weight, and a very hard bullet will be bigger in diameter, but lighter in weight. If we consider a .375” bullet can vary 1-2 thousands of an inch, and 20 grain in bullet weight between the extremes of pure lead and linotype. All CBE styles are based around wheel weight metal for diameter and weight, unless otherwise stated. Please remember, as long as the bullet to bullet variation is within a few tenths of a grain weight, if it is 1,5,10 or 20 grains heavier or lighter than catalogued, it won’t make an scrap of difference to the potential accuracy of that bullet. Lyman makes mention of this in all their catalogues, new and old.
As a guide, in order from soft to hard, heavy to light, we have pure lead, wheel weights, 1-30 tin/lead, 1-20 tin/lead, Lyman #2 and then Linotype. The addition of a few percent pure tin to your wheel weights can really make a big difference to how well filled out your cast bullets can be. If you are in Australia, contact Northern Smelters in Brisbane (they are in the Links page on this website), they will happily sell you pure tin and every other mix you can think of. Be cautious of picking up and re-melting range scrap. Cast bullet makers tend to use varying metal mixtures, and you are never going to know what you are getting into, unless you have the ability to analyse and hardness test the metal, it is best to keep away from it, or sell it to a recycler.
If your melt is too hot, it can act as a solder on the mould block faces, in particular if your tin content is high. You may need to reduce the casting temperature for the next casting session.
To remove the lead, try the following,
1. - Heat the mould up to operating temperature and whilst wearing gloves, try to remove the lead with a soft cloth.
2. - Try a small piece of soft wood, sharpened at one end if needed, you can try and scrape the lead off the block faces.
3. - A very soft brass or bronze bristled brush can be used very gently if the above methods have failed, remember to go steady, you don't want to scrub so hard that you scratch your mould.
4. - Some customers have reported good success with a lead removing cloth, follow their directions carefully if you intend to use this method.
Don't overheat a brass mould to the point of the lead sticking, it makes removal very difficult, and you run the risk of warping the mould blocks.
Not something I can predict for each and every firearm, for best results you should slug your barrel with a soft lead slug and measure it accurately. Any good Gunsmith can do this for you if you aren’t comfortable doing it yourself. Most shooters are normally happy with a bullet 1-2 thou over GROOVE diameter, for small calibres, 1 thou might be enough, for a 500 or 577 cal rifle, you might need to be 2-3 thou over groove diameter. A chamber and throat casting can also be helpful, to check what the throat dimensions are, diameter and length. Cast bullets shoot well when they are matched close to throat diameter, in most modern firearms this happily coincides with the 1-2 thou measurement over groove diameter.
Depends on what you want to achieve with it, velocity wise. Plain base bullets are mostly used in handgun loads, where velocity is kept under around 1400 fps. Also for handguns, the sheer volumes that these guys use on a weekend would make applying gas checks costly and time consuming as well. In my opinion, gas checks should be used wherever velocity exceeds 1400-1500 fps.
A gas check is a small copper cup that attaches to and crimps onto the bullet base, gas checked designs typically have a reduced diameter section at the base of the bullet. Of course, barrel condition, lube and bullet metal selection can have an effect on whether a gas checked or plain base bullet will lead your barrel. CBE sells and recommends whole heartedly the Gator Check range of gas checks from Louisiana. I have found them to be more consistent and crimp on better than other brands.
In some cases this is possible, all CBE moulds are made using the cherry cutter method, which is basically a reamer made in the shape and dimensions of the bullet. If the cherry has a gas check shank, I can raise the cutter so it does not cut the gas check shank, leaving a plain base design, bear in mind that the bullet will be lighter in weight and shorter in length. A plain base design can only be made into a gas check design if the cherry allows it. It would be best to send an e-mail to [email protected] if you are contemplating such an idea, just to be sure before you order your mould.
Absolutely! There is an extra charge to do this, because the tooling needs to be changed and reset between cavities. Also, the two diameters need to be somewhat close together, I won’t do a 22 cal and a 458 cal for instance, the rate of metal cooling between cavities will make producing good bullets nearly impossible. If you want two different cavities, send an e-mail and I’ll let you know if it’s a possibility.
CBE reserves the right to accept or decline the cutting of a combination bullet mould without reason.
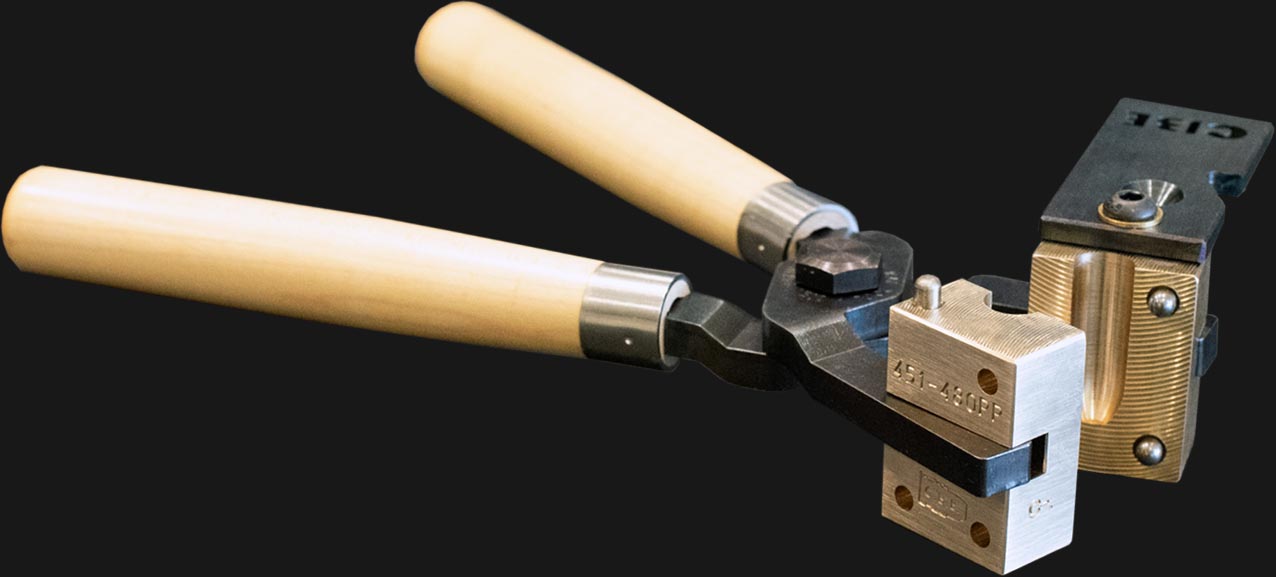
No they aren’t. All CBE moulds can use the highly recommended heavy duty KAL handles. We stock KAL handles if you need to purchase them. Handles are also interchangeable, so you can get away with one set, but every caster will find it easier to have a few sets of handles , especially if you are rotating between moulds when casting. RCBS and LEE 6 cavity commercial handles also fit our moulds, as will others. The only exceptions are the Hollow Base and some Hollow Point moulds, these moulds use larger attaching screws and your handles may need to be drilled out to 5mm. If you purchase handles at the same time as the mould, I’ll do this at no charge and make sure the handles fit before dispatch.
A top punch is used in the RCBS and Lyman lubrisizers to hold the bullet nose straight and square as it enters the sizing die. I make these with the same cherry the mould is made with, so there is a perfect fit between top punch and the bullet. Bullets that are going to be tumble lubed or coated don’t require a top punch, unless you are planning to size the bullets before coating. 310 Cadet projectiles, being a heel design are not sized and so no top punch is offered for them. It is best to order the top punch at the same time as the mould. If you do need a top punch for a CBE mould you already have, I’d be happy to make you one, I just need the mould number that is stamped on the mould.
No I don’t, all my moulds are made with the hand caster in mind.
Not at this time, there is considerable time and expense involved in making cherries for every design that can be thought up. We have over 600 designs on catalogue now, and should cover most requirements. Situations can change, so check back on the website frequently for updates on custom work.
Unfortunately I am not able to arrange visits to the workshop as full concentration is required in making a quality bullet mould. Also my schedule is unpredictable and therefore the workshop is not always attended.
Sometimes I just can’t hear the phone ring, when there is machinery running in the shed, it gets a bit noisy. Also if I stop to answer the phone and break concentration, that might not be a good thing when making your mould! I will however endeavour to return all phone calls within the same day. E-mail is still the best method to get hold of me, and we both have a record of the conversation.
We want to try and make it as simple and easy for all of our customers should they have a problem with one of our products.
In the first instance, please contact us via the "Contact Us" page on our website with a detailed description of the issue.
We will then advise on troubleshooting suggestions, if the product needs to be returned, we will then provide those details.
Please remember that all moulds must be returned COMPLETE (that is with sprue plate and all screws) or extra costs will be incurred.
If the product can be repaired, we will perform the repairs in the first instance, if it cannot be repaired, then we will provide a replacement product, failing that, we will refund your purchase price of the product in full.
Please note, any initial or subsequent postage or shipping costs will not be refunded.
No, not at this time. We have made a few straight sided moulds, but I am not 100% happy with them, so have decided not to commercialise a sub-standard product.
Please remember powder coating can be applied to any projectile. It is not essential for bullets to have straight sides for this process.
Please click here for a downloadable instruction sheet.